Everything you need to know about the latest Process FMEA updates
To fend off competition and meet the ever-growing quality, delivery, and cost requirements, industrial companies are searching for tools and methodologies that can be used to build continuous improvement policies. Failure Mode and Effects Analysis or FMEA is one of the oldest yet most popular of these methods as it is one of the mandatory requirements for industrial companies, as mentioned in IATF 16949: 2016 standard.
In June 2019, Automotive Industry Action Group (AIAG) together with the German Association of the Automotive Industry (VDA) has introduced the first international guide on Failure Mode and Effects Analysis (FMEA). This handbook has included several major updates, especially in the methodology of Process FMEA with the introduction of a brand new Seven-Step FMEA Process.
What is Process FMEA and why do you need it?
Process FMEA, short for “Process Failure Mode and Effect Analysis,” is a structured improvement method that aims to identify potential failures and analyze their causes and effects. The goal of this method is to find solutions that prevent these failures from occurring.
First developed by the US military in the 1940s to deal with munitions malfunctions, Process FMEA was gradually applied in other industries, specifically aviation and automotive.
Today, Process FMEA is the most commonly used risk analysis method in the automotive industry toolbox. When combined with Reverse FMEA, a risk assessment method that is based on reality instead of predictions, Process FMEA helps to reduce production, development, and defective product costs while simultaneously leading to improved customer satisfaction. Besides, carrying out PFMEA is necessary to improve customer satisfaction by employing zero-defect products.
Process FMEA Step-by-Step
Process FMEA is often applied to cover critical production elements. It is a very precise procedure. If there are any changes in the manufacturing technology, process, or environment, a new evaluation must be initiated.
When that situation arises, all affected teams must come together to identify new potential failure risks throughout the new production process. During this time, it is crucial to reach out to employees who have considerable experience in managing the production process. They will probably be able to share some empirical data that can be key to the analysis.
Each failure mode, cause and effect relationship identified should be then assessed using three rating criteria: severity, occurrence, and detection. Severity is based on the magnitude of the impact that the failure might have on the smooth functioning of the production or the safety of the machine operators. Occurrence is related to the probability of the potential root cause of a failure arising. Lastly, detection references the likelihood of the failure being detected before it impacts the cycle of production. Each of these criteria is given a rank from 1 to 10, with 10 representing the most severe, frequent, or undetectable failures.
Once the team has completed the evolution of each independent risk, it proceeds to prioritize the actions required to eliminate them.
Process FMEA updates in the new AIAG & VDA Handbook
Suppliers providing car parts to European and North-American car makers are required to conduct the FMEA based on VDA and AIAG FMEA handbooks’ schemes.
1st Edition of the common AIAG & VDA FMEA Handbook was officially introduced in June 2019. It provides directions and guidance to automotive suppliers of different ranges, followed by best practices and case studies from AIAG’s and VDA’s previous handbooks and real-world experiences.
A new 7-Step approach for FMEA development is probably the most noticeable update. Providing a broad framework for documenting technical risks in a more explicit and pertinent manner, the 7-Step approach makes product design and process risk more transparent and better anticipated.
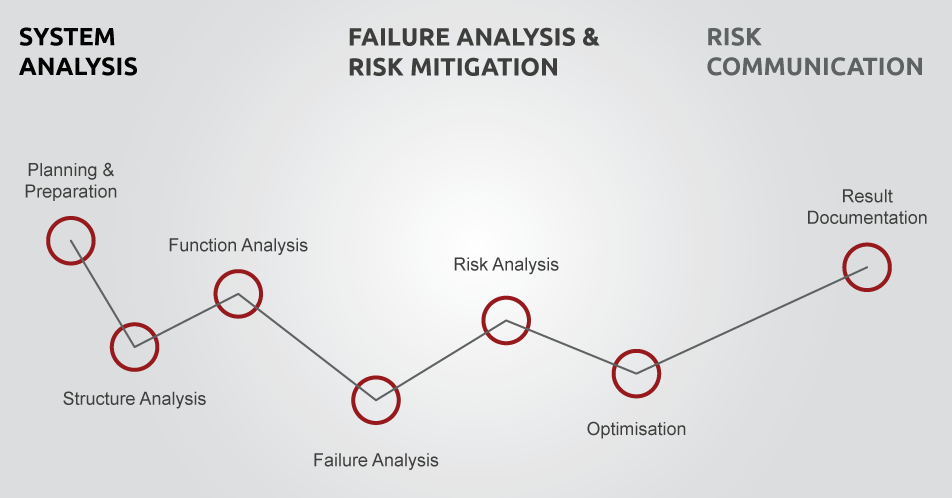
The first three steps of a new approach, Planning & Preparation, Structure Analysis, and Function Analysis, represent the “System Analysis” phase of a PFMEA study. The next three steps correspond to the “Failure Analysis and Risk Mitigation” phase and include Failure Analysis, Risk Analysis, and Optimization. Last but not least, comes step 7 “Result Documentation” that concludes the “Communication” phase of Process FMEA.
Moreover, the Risk Priority Number (RPN) was replaced by the Action Priority (AP) metric in the ”Risk Analysis”, Step 5 of the Process FMEA. The AP represents the priority of an action (low-medium-high) needed to eliminate the risk of failure.
While the new FMEA requirements following the AIAG & VDA guide are being progressively implemented, it becomes vital to automotive suppliers to be trained on this new methodology. That is why SNECI has recently updated its training module to support suppliers during this shift. For more information, please, contact our experts!







